

1 Principle of laser welding
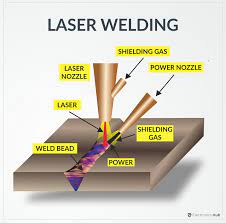
Laser welding is to use the excellent directivity and high power density of the laser beam to work, through the optical system to focus the laser beam in a small area, in a very short time to form a highly concentrated energy heat source area, so that the welded object melts and forms a firm solder joint and weld.
2 Types of laser welding
Heat conduction welding and deep penetration welding
In heat conduction welding, the laser beam will cooperate to melt on the surface of the workpiece along the seam, and the molten material will flow together and solidify to form a weld. It is mainly used for relatively thin materials, the maximum welding depth of the material is limited by its thermal conductivity, and the weld width is always greater than the welding depth.
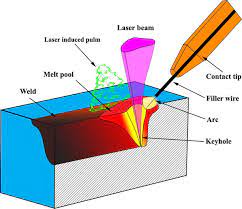
Deep penetration welding, when the high-power laser gathers to the metal surface, the heat is too late to be lost, and the welding depth will deepen sharply, this welding technology is deep penetration welding. Because deep penetration welding technology is extremely fast, the heat-affected area is small, and distortion is minimized, this technology can be used for deep welding or welding of several layers of data together.
The main difference between heat conduction welding and deep penetration welding is the power density applied to the metal surface per unit time, and the lower critical value is different for different metals.
Penetration and seam welding
Penetration welding, the connecting piece does not need to be punched, and the processing is relatively simple. Penetration welding requires a laser welder with a large power. The penetration depth of penetration welding is lower than that of seam welding, and the reliability is relatively poor.
Compared with penetration welding, seam welding requires only a smaller power laser welder. The penetration depth of seam welding is higher than that of penetration welding, and the reliability is relatively good. However, the connecting piece needs to be punched, and the processing is relatively difficult.
Pulse welding and continuous welding
1) Pulse mode welding
Laser welding should choose the appropriate welding waveform, commonly used pulse waveforms are square waves, spike waves, bimodal waves, etc., aluminum alloy surface to the light reflectivity is too high, when the high-intensity laser beam to the surface of the material, the metal surface will have 60%-98% of the laser energy lost due to reflection, and reflectivity changes with the surface temperature. Generally, when welding aluminum alloy, it is best to choose sharp wave and bimodal wave, and the pulse width of the slow descent part behind the welding waveform is longer, which can effectively reduce the generation of pores and cracks.
Pulsed laser welding samples
Due to the high reflectivity of aluminum alloy to laser, in order to prevent vertical reflection caused by vertical incidence of laser beam and damage to the laser focusing mirror, the welding head is usually deflected by a certain angle during the welding process. The diameter of the solder joint and the diameter of the effective bonding surface increase with the increase of the laser tilt angle, and when the laser tilt angle is 40°, the largest solder joint and the effective bonding surface are obtained. The penetration depth and effective penetration of the solder joint decrease with the laser inclination angle, and when it is greater than 60°, the effective welding penetration drops to zero. Therefore, tilting the welding head to a certain angle can appropriately increase the penetration depth and width of the weld.
In addition, when welding, 65% of the laser welding spot partial cover plate and 35% of the shell need to be welded with the weld as the boundary, which can effectively reduce the explosion caused by the problem of closing the cover.
2) Continuous mode welding
Continuous laser welding because its heating process is not like pulse machine quenching and heating, the crack tendency is not very obvious during welding, in order to improve the quality of the weld, the use of continuous laser welding, the surface of the weld is smooth and uniform, no spatter, no defects, no cracks found inside the weld. In the welding of aluminum alloys, the advantages of continuous lasers are obvious, compared with traditional welding methods, the production efficiency is high, and there is no need for wire filling; Compared with pulsed laser welding, it can solve its defects after welding, such as cracks, pores, spatter, etc., to ensure that the aluminum alloy has good mechanical properties after welding; It will not dent after welding, and the amount of polishing and grinding after welding is reduced, which saves production costs, but because the spot of the continuous laser is relatively small, the assembly accuracy of the workpiece is required.
Continuous laser welding of samples
In the power battery welding, the welding process technician will select the appropriate laser and welding process parameters according to the customer’s battery material, shape, thickness, tensile force requirements, etc., including welding speed, waveform, peak, welding head tilt angle, etc. to set reasonable welding process parameters to ensure that the final welding effect meets the requirements of power battery manufacturers.
3 Advantages of laser welding
Energy concentration, high welding efficiency, high processing accuracy, large weld aspect ratio. The laser beam is easy to focus, align and be guided by optical instruments, can be placed at an appropriate distance from the workpiece, and can be re-guided between fixtures or obstacles around the workpiece, and other welding laws cannot be played due to the above space limitations.
The heat input is small, the heat affected zone is small, and the residual stress and deformation of the workpiece are small; The welding energy can be accurately controlled, the welding effect is stable, and the welding appearance is good;

Non-contact welding, optical fiber transmission, good reachability, high degree of automation. When welding thin or thin wires, it will not be as easy to melt back as arc welding. The battery cells used for power batteries follow the principle of “lightness”, usually using “lighter” aluminum materials, but also need to be made “thinner”, the general shell, cover, bottom is basically required to reach 1.0 mm or less, mainstream manufacturers are currently about 0.8 mm thickness of basic materials.
It can provide high-strength welding for a variety of material combinations, especially when welding between copper and aluminum materials. It is also the only technology that can weld electroplated nickel to copper.
4 Laser welding process difficulties
At present, the battery shell of aluminum alloy material accounts for more than 90% of the entire power battery. The difficulty of welding is that the aluminum alloy has extremely high reflectivity to the laser, high stomatal sensitivity during the welding process, and some problem defects will inevitably occur during welding, the most important of which are pores, hot cracks and explosions.
The laser welding process of aluminum alloy is easy to produce pores, there are two main types: hydrogen pores and pores caused by bubble bursting. Because the cooling rate of laser welding is too fast, the problem of hydrogen holes is more serious, and there is an additional type of holes due to the collapse of small holes in laser welding.
Hot crack problems. Aluminum alloy is a typical eutectic alloy, welding is prone to hot cracks, including weld crystal cracks and HAZ liquefaction cracks, due to the segregation of weld area components will occur eutectic segregation and grain boundary melting, under the action of stress will form liquefaction cracks at the grain boundaries, reducing the performance of welded joints.
Fire (also known as splash) problems. There are many factors that cause explosion, such as the cleanliness of the material, the purity of the material itself, the characteristics of the material itself, etc., and the decisive role is the stability of the laser. The surface of the shell is protruding, pores, internal air bubbles. The reason is mainly caused by the fiber core diameter is too small or the laser energy is set too high. It is not that some laser equipment providers advertise “the better the beam quality, the better the welding effect”, and good beam quality is suitable for superimposed welding with a large penetration. Finding the right process parameters is the key to solving the problem.
Other difficult points
Soft package tabs welding, high requirements for welding tooling, must be pressed firmly to ensure the welding gap. It can realize high-speed welding of complex trajectories such as S-shaped and spiral, increase the welding seam bonding area and strengthen the welding strength.
The welding of cylindrical cells is mainly used for the welding of the positive electrode, which is easy to weld through due to the thin shell of the negative electrode. For example, the negative electrode free welding process adopted by some manufacturers at present, the positive electrode is laser welded.
When the square battery is combined with welding, the pole or connecting piece is contaminated and thick, and when the connecting piece is welded, the pollutants decompose, which is easy to form a welding explosion point, resulting in holes; Batteries with thin pole posts and plastic or ceramic structural parts underneath are easy to weld through. When the pole column is small, it is also easy to weld to the plastic burn, forming a bursting point. Do not use multi-layer connecting sheets, there are pores between the layers, it is not easy to weld firmly.
The most important process of the welding process of square batteries is the encapsulation of the shell cover, which is divided into the welding of the top cover and the bottom cover according to the different positions. Some battery manufacturers use the “deep drawing” process to manufacture battery shells due to the small size of the batteries they produce, and only need to weld the top cover.
Square power battery side welding sample
The square battery welding method is mainly divided into side welding and top welding, of which the main advantage of side welding is that the impact on the inside of the battery cell is small, and the spatter will not easily enter the inside of the shell cover. Since it may cause a bulge after welding, which will have a slight impact on the assembly of the subsequent process, the side welding process has extremely high requirements for the stability of the laser and the cleanliness of the material. The top welding process is relatively low for the integration of welding equipment due to welding on one surface, and the mass production is simple, but there are also two disadvantages, one is that the welding may have a little spatter into the cell, and the other is that the high processing requirements of the front section of the shell will lead to cost problems.
5 Factors influencing welding quality
Laser welding is currently the main method of high-end battery welding. Laser welding is a process in which a high-energy beam laser irradiates the workpiece, causing the working temperature to rise sharply, and the workpiece melts and reconnects to form a permanent connection. The shear strength and tear resistance of laser welding are relatively good. Battery welding, its conductivity, strength, air tightness, metal fatigue and corrosion resistance are typical welding quality evaluation standards.
There are many factors that affect the quality of laser welding. Some of them are extremely volatile and quite unstable. How to correctly set and control these parameters so that they are controlled within a suitable range in the high-speed continuous laser welding process to ensure the welding quality. The reliability and stability of weld forming is an important issue related to the practical and industrialization of laser welding technology. The main factors affecting the quality of laser welding are divided into three aspects: welding equipment, workpiece condition and process parameters.
1) Welding equipment
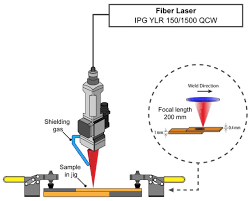
The most important requirements for the quality of the laser are the beam mode and output power and its stability. Beam mode is the main indicator of beam quality, the lower the order of beam mode, the better the beam focusing performance, the smaller the spot, the higher the power density under the same laser power, and the larger the weld depth and width. Generally, the base mold (TEM00) or low-order mold is required, otherwise it is difficult to meet the requirements of high-quality laser welding. At present, domestic lasers are still difficult to use in laser welding in terms of beam quality and power output stability. From the perspective of foreign situations, the beam quality and output power stability of the laser have been quite high, and it will not become a problem of laser welding. The biggest factor affecting the welding quality in the optical system is the focusing mirror, the focal length used is generally between 127mm (5in) and 200mm (7.9in), the focal length is small to reduce the diameter of the focusing beam lumbar spot, but too small is easy to be contaminated and splashed during the welding process.
The shorter the wavelength, the higher the absorption rate; For YAG lasers, the reflectivity of silver is 96%, aluminum is 92%, copper is 90%, and iron is 60%. The higher the temperature, the higher the absorption rate, which is linear; Generally, coating phosphate, carbon black, graphite, etc. on the surface can improve the absorption rate.
2) Workpiece condition
Laser welding requires the edge of the workpiece to be processed, the assembly has high precision, the spot and the weld are strictly aligned, and the original assembly accuracy and spot alignment of the workpiece cannot be changed due to welding thermal deformation during the welding process. This is because the laser spot is small, the weld is narrow, and the metal is generally not filled, such as the assembly is not tight, the gap is too large, the beam can pass through the gap can not melt the base metal, or cause obvious undercut, depression, such as the deviation of the spot to the seam is slightly larger may cause unfused or not welded through. Therefore, the general plate butt assembly gap and spot seam deviation should not be greater than 0.1mm, and the wrong edge should not be greater than 0.2mm. In actual production, laser welding technology cannot be used because these requirements cannot be met. To obtain a good welding effect, the allowable gap and lap gap of the butt should be controlled within 10% of the thickness of the thin plate.
Successful laser welding requires close contact between the substrates to be welded. This requires careful tightening of the parts for optimal results. This is difficult to do well on thin tabs substrate because it tends to bend out of place, especially if the tabs are embedded in large battery modules or components.
3) Welding parameters
(1) The influence on laser welding mode and weld forming stabilized parts The most important welding parameters is the power density of the laser spot, which has the following effect on the welding mode and weld forming stability: as the power density of the laser spot changes from small to large, it is stable thermal conductivity welding, mode unstable welding and stable deep penetration welding.
The power density of the laser spot is mainly determined by the laser power and beam focus position in the case of a certain beam mode and focal length of the focusing mirror. Laser power density is proportional to laser power. There is an optimal value for the effect of focus position; When the beam focus is in a certain position under the surface of the workpiece (within the range of 1~2mm, depending on the plate thickness and parameters), the most ideal weld can be obtained. Deviation from this optimal focus position, the surface spot of the workpiece becomes larger, causing the power density to become smaller, and to a certain range, it will cause a change in the form of the welding process.
The influence of welding speed on the form and stabilizer of the welding process is not as significant as that of laser power and focus position, only when the welding speed is too large, it is impossible to maintain a stable deep penetration welding process due to too small heat input. When actually welding, stable deep penetration welding or stable thermal conductivity welding should be selected according to the requirements of the weldment for penetration depth, and mode unstable welding should be absolutely avoided.
(2) In the range of deep penetration welding, the influence of welding parameters on the penetration depth: In the range of stable deep penetration welding, the higher the laser power, the greater the penetration depth, about 0.7 power; and the higher the welding speed, the shallower the penetration depth. Under certain laser power and welding speed conditions, the penetration depth is the largest when the focus is in the best position, and when it deviates from this position, the penetration depth decreases, and even becomes mode unstable welding or stable thermal conductivity welding.
(3) The influence of shielding gas, the main function of shielding gas is to protect the workpiece from oxidation during the welding process; Protection of the focusing lens from metal vapor contamination and sputtering of liquid droplets; Disperse plasma generated by high-power laser welding; Cooling of the workpiece and reduction of the heat affected zone.
The shielding gas usually uses argon or helium, and nitrogen can also be used if the apparent quality requirements are not high. Their tendency to produce plasma is significantly different: helium has a lower tendency to produce plasma than argon under the same conditions, due to its high ionization and fast thermal conductivity, so it can achieve greater penetration. Within a certain range, with the increase of the flow rate of shielding gas, the tendency to inhibit plasma increases, so the penetration depth increases, but it tends to be stable when it increases to a certain range.
(4) Monitorability analysis of each parameter: Among the four welding parameters, welding speed and shielding gas flow are parameters that are easy to monitor and maintain stability, while laser power and focus position are parameters that may fluctuate during welding and are difficult to monitor. Although the laser power output from the laser is highly stable and easy to monitor, due to the loss of the light guide and focusing system, the laser power reaching the workpiece will change, and this loss is related to the quality of the optical workpiece, the use time and surface contamination, so it is not easy to monitor and become an uncertain factor in welding quality. The beam focus position is one of the most difficult factors to monitor and control in welding parameters that has a great influence on weld quality. At present, manual adjustment and repeated process testing are required to determine the appropriate focus position in production to obtain the ideal penetration. However, due to workpiece deformation, thermal lensing effect or multi-dimensional welding of spatial curves during the welding process, the focus position will change and may exceed the allowable range.
For the above two cases, on the one hand, high-quality, high-stability optical components should be used, and frequent maintenance should be maintained to prevent pollution and keep them clean; On the other hand, it is required to develop real-time monitoring and control methods for laser welding process to optimize parameters, monitor the changes of laser power and focus position of workpieces, realize closed-loop control, and improve the reliability and stability of laser welding quality.
Finally, it should be noted that laser welding is a melting process. This means that the two substrates melt during the laser welding process. This process is fast, so the overall heat input is low. However, because this is a melting process, fragile high-resistance intermetallic compounds may be formed when welding different materials. Aluminum-copper combinations are particularly prone to the formation of intermetallic compounds. These compounds have been shown to have negative effects on the short-term electrical and long-term mechanical properties of microelectronic device lap joints. The effect of these intermetallic compounds on the long-term performance of lithium batteries is uncertain.